
Ներարկման ձուլման առավելություններն ու սահմանափակումները
Մեքենայի ներարկման ձուլման առավելությունները ձուլման համեմատ քննարկվել են դեռևս 1930-ական թվականներին առաջին անգամ այս գործընթացի ներդրումից ի վեր: Մեթոդն ունի առավելություններ, բայց նաև սահմանափակումներ, և դա, առաջին հերթին, կախված է կարիքից: Բնօրինակ սարքավորումների արտադրողները (OEM) և այլ սպառողներ, ովքեր ապավինում են ձուլված մասերին իրենց ապրանքները արտադրելու համար, ուշադրություն են դարձնում այնպիսի գործոնների, ինչպիսիք են որակը, դիմացկունությունը և մատչելիությունը՝ որոշելիս, թե որ ձուլված մասերն են լավագույնս համապատասխանում իրենց կարիքներին:
Ի՞ՆՉ Է ՆԵՐԱՐԿՄԱՆ ՁՈՒԼԱԾՈՒՄԸ։
Ներարկման ձուլումը պատրաստի մասեր կամ արտադրանք ստեղծելու մեթոդ է՝ հալված պլաստիկը կաղապարի մեջ մտցնելով և թողնելով այն կարծրանա: Այս մասերի կիրառությունները նույնքան լայն են, որքան այդ գործընթացից պատրաստված արտադրանքի բազմազանությունը: Կախված կիրառությունից, ներարկման ձուլված մասերը կարող են կշռել մի քանի ունցիայից մինչև հարյուրավոր կամ հազարավոր ֆունտ: Այլ կերպ ասած՝ համակարգչային մասերից, գազավորված ըմպելիքի շշերից և խաղալիքներից մինչև բեռնատարների, տրակտորների և ավտոմեքենաների մասեր:
Ի՞նչ է ձուլումը
Մամլիչով ձուլումը արտադրական գործընթաց է, որի միջոցով ստացվում են ճշգրիտ չափսերով, սուր սահմաններով, հարթ կամ հյուսվածքային մակերեսով մետաղական մասեր: Այն իրականացվում է հալված մետաղը բարձր ճնշման տակ բազմակի օգտագործման մետաղական մամլիչների մեջ մտցնելով: Գործընթացը հաճախ նկարագրվում է որպես հումքի և պատրաստի արտադրանքի միջև ամենակարճ հեռավորությունը: «Մամլիչով ձուլում» տերմինը նույնպես օգտագործվում է պատրաստի մասը նկարագրելու համար:
Պլաստմասե ներարկման ձուլում ընդդեմ ձուլման
Ներարկման ձուլման մեթոդը սկզբնապես մոդելավորված էր մետաղաձուլման վրա, որը նմանատիպ ընթացակարգ է, որի դեպքում հալված մետաղը մղվում է ձուլվածքի մեջ՝ արտադրված արտադրանքի մասեր ստանալու համար: Այնուամենայնիվ, մասեր արտադրելու համար պլաստիկ խեժեր օգտագործելու փոխարեն, մետաղաձուլման մեջ հիմնականում օգտագործվում են գունավոր մետաղներ, ինչպիսիք են ցինկը, ալյումինը, մագնեզիումը և արույրը: Չնայած գրեթե ցանկացած մաս կարող է ձուլվել գրեթե ցանկացած մետաղից, ալյումինը դարձել է ամենատարածվածներից մեկը: Այն ունի ցածր հալման կետ, ինչը այն հեշտությամբ ճկուն է դարձնում մասերի ձուլման համար: Մակաղապարներն ավելի ամուր են, քան մշտական մակաղապարի գործընթացում օգտագործվող ձուլվածքները՝ դիմանալու բարձր ճնշման ներարկումներին, որոնք կարող են լինել 30,000 psi կամ ավելի: Բարձր ճնշման գործընթացը ստեղծում է դիմացկուն, նուրբ կառուցվածք՝ հոգնածության դիմադրությամբ: Դրա պատճառով մետաղաձուլման մեջ օգտագործումը տատանվում է շարժիչներից և շարժիչի մասերից մինչև կաթսաներ և թավաներ:
Ձուլման առավելությունները
Մեքենայի ձուլումը իդեալական է, եթե ձեր ընկերության կարիքները վերաբերում են ամուր, դիմացկուն, մասսայաբար արտադրվող մետաղական մասերի, ինչպիսիք են միացման տուփերը, մխոցները, գլանների գլխիկները և շարժիչի բլոկները, կամ պտուտակները, ատամնանիվները, թևքերը, պոմպերը և փականները։
Ուժեղ
դիմացկուն
Հեշտ է մասսայաբար արտադրել
Ձուլման սահմանափակումներ
Այնուամենայնիվ, կարելի է կարծել, որ չնայած մետաղական ձուլման մեթոդն ունի իր առավելությունները, այն ունի մի շարք սահմանափակումներ, որոնք պետք է հաշվի առնել:
Մասերի սահմանափակ չափսեր (առավելագույնը՝ մոտ 24 դյույմ և 75 ֆունտ):
Բարձր սկզբնական գործիքավորման ծախսեր
Մետաղների գները կարող են զգալիորեն տատանվել
Ջարդոնային նյութերը մեծացնում են արտադրության ծախսերը
Ներարկման ձուլման առավելությունները
Ներարկման ձուլման առավելությունները տարիների ընթացքում ավելի մեծ ժողովրդականություն են ձեռք բերել՝ ավանդական ձուլման արտադրության մեթոդների համեմատ դրա առաջարկած առավելությունների շնորհիվ: Մասնավորապես, այսօր պլաստմասսայից պատրաստված ցածր գնով, մատչելի արտադրանքի հսկայական քանակն ու բազմազանությունը գործնականում անսահմանափակ են: Կան նաև նվազագույն վերջնական մշակման պահանջներ:
Թեթև
Հարվածակայուն
Կոռոզիայի դիմացկուն
Ջերմակայուն
Ցածր գին
Նվազագույն ավարտական պահանջներ
Բավական է ասել, որ ձուլման որ մեթոդի ընտրությունը, ի վերջո, կորոշվի որակի, անհրաժեշտության և շահութաբերության հատման կետով: Յուրաքանչյուր մեթոդ ունի իր առավելություններն ու սահմանափակումները: Թե որ մեթոդն օգտագործել՝ RIM ձուլում, ավանդական ներարկման ձուլում, թե՞ մասերի արտադրության համար նախատեսված դրոշմային ձուլում, կորոշվի ձեր OEM-ի կարիքներով:
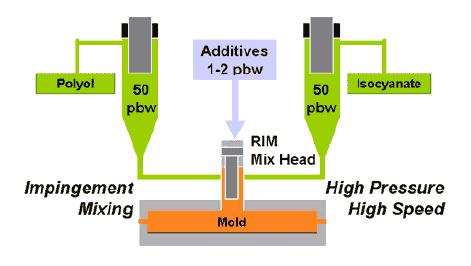
Osborne Industries, Inc.-ը կիրառում է ռեակցիայի ներարկման ձուլման (RIM) գործընթացը՝ ավանդական ներարկման ձուլման մեթոդների համեմատ, քանի որ մեթոդը առաջարկում է OEM-ներին ավելի ցածր գներ, դիմացկունություն և արտադրական ճկունություն: RIM-ձուլումը հարմար է ջերմակայուն պլաստմասսաների օգտագործման համար՝ ի տարբերություն ավանդական ներարկման ձուլման մեջ օգտագործվող ջերմապլաստիկների: Ջերմակայուն պլաստմասսաները թեթև են, բացառիկ ամուր և կոռոզիոն դիմացկուն, և հատկապես իդեալական են ծայրահեղ ջերմաստիճաններում, բարձր ջերմության կամ բարձր կոռոզիոն կիրառություններում օգտագործվող մասերի համար: RIM մասերի արտադրության արժեքը նույնպես ցածր է, նույնիսկ միջին և փոքր ծավալների դեպքում: Ռեակցիայի ներարկման ձուլման հիմնական առավելություններից մեկն այն է, որ այն թույլ է տալիս արտադրել մեծ մասեր, ինչպիսիք են մեքենաների գործիքների վահանակները, քլորի մարտկոցների աշտարակների վերին մասերը կամ բեռնատարների և կցորդների թևերը:
Հրապարակման ժամանակը. Հունիս-05-2020