
Այն ամենը, ինչ դուք պետք է իմանաք ներարկման համաձուլվածքների մասին
Ինչ է ներարկման համաձուլվածքը:
Ներարկման համաձուլվածքները արտադրական գործընթաց է մեծ ծավալով մասերի արտադրության համար: Այն սովորաբար օգտագործվում է զանգվածային արտադրության գործընթացներում, որտեղ նույն մասը ստեղծվում է հազարավոր կամ նույնիսկ միլիոնավոր անգամներ հաջորդաբար:
Ի՞նչ պոլիմերներ են օգտագործվում ներարկման ձևավորման մեջ:
Ստորև բերված աղյուսակը թվարկում է ամենատարածված օգտագործվող նյութերից մի քանիսը.
Ակրիլոնիտրիլ-Բուտադիեն-Ստիրոլ ABS:
Նեյլոնե Պ.Ա.
Պոլիկարբոնատ PC.
Պոլիպրոպիլեն PP.
Պոլիստիրոլ GPPS:
Ո՞րն է ներարկման ձևավորման գործընթացը:
Պլաստիկ ներարկման ձուլման գործընթացը մեծ ճշգրտությամբ, շատ արագ արտադրում է մեծ թվով բարձրորակ մասեր: Պլաստիկ նյութը հատիկների տեսքով հալեցնում են այնքան, մինչև այնքան փափուկ լինի, որ ներարկվի ճնշման տակ՝ կաղապարը լցնելու համար: Արդյունքն այն է, որ ձևը ճշգրիտ պատճենված է:
Ի՞նչ է ներարկման ձուլման մեքենան:
Ներարկման համաձուլվածքների մեքենա կամ (Injection molding machine BrE), որը նաև հայտնի է որպես ներարկման մամլիչ, մեքենա է պլաստիկ արտադրանքի արտադրության համար ներարկման ձևավորման գործընթացով: Այն բաղկացած է երկու հիմնական մասից՝ ներարկման միավորից և սեղմող միավորից։
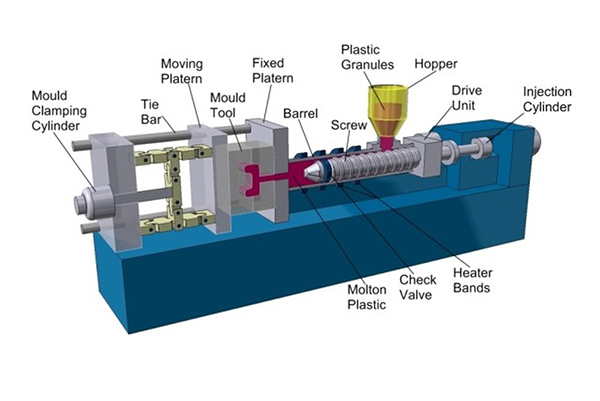
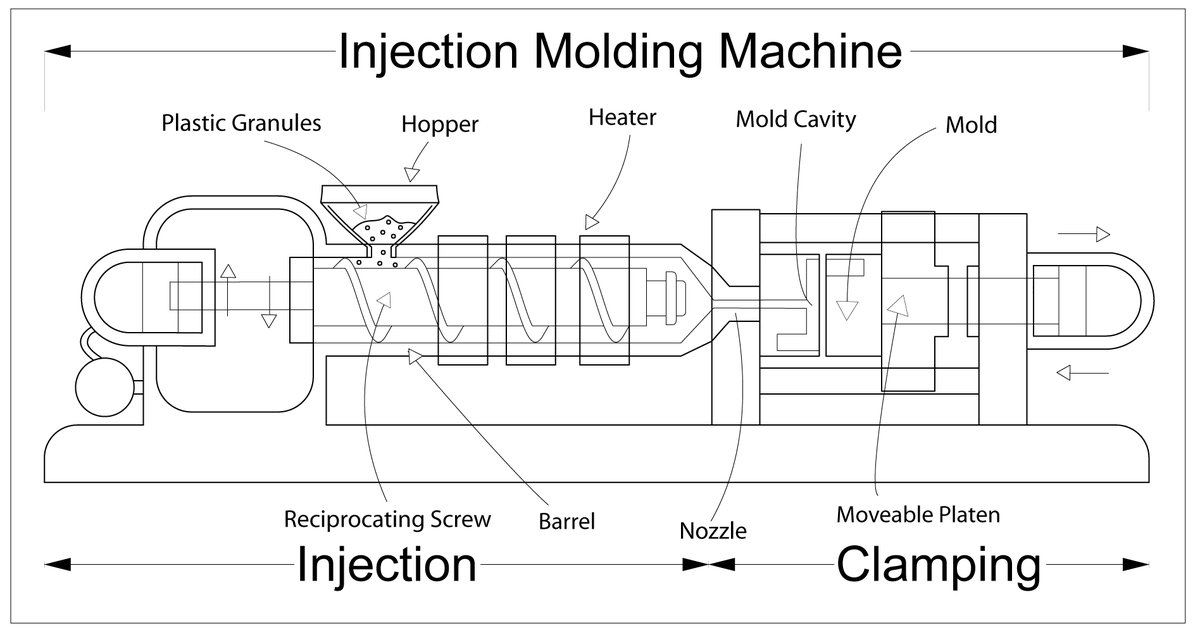
Ինչպե՞ս են աշխատում ներարկման ձուլման մեքենաները:
Մասի համար նախատեսված նյութի հատիկները սնվում են վազվզոցի միջոցով տաքացվող տակառի մեջ, հալվում են ջեռուցիչի ժապավեններով և փոխադարձ պտուտակով տակառի շփման ազդեցությամբ: Այնուհետև պլաստիկը ներարկվում է վարդակով կաղապարի խոռոչի մեջ, որտեղ այն սառչում և կարծրանում է մինչև խոռոչի կազմաձևը:
Որո՞նք են ներարկման համաձուլվածքների որոշ նկատառումներ:
Նախքան ներարկման ձևավորման միջոցով մաս արտադրելը, հաշվի առեք հետևյալ բաներից մի քանիսը.
1, Ֆինանսական նկատառումներ
Մուտքի արժեքը. Ներարկման կաղապարով արտադրության համար արտադրանքի պատրաստումը պահանջում է մեծ նախնական ներդրումներ: Համոզվեք, որ նախապես հասկանում եք այս կարևոր կետը:
2, Արտադրության քանակ
Որոշեք արտադրված մասերի քանակը, որոնց դեպքում ներարկման ձևավորումը դառնում է արտադրության ամենաարդյունավետ մեթոդը
Որոշեք արտադրված մասերի քանակը, որոնցից դուք ակնկալում եք, որ ձեր ներդրումը կխախտվի (հաշվի առեք նախագծման, փորձարկման, արտադրության, հավաքման, շուկայավարման և բաշխման ծախսերը, ինչպես նաև վաճառքի ակնկալվող գնային կետը): Կառուցեք պահպանողական լուսանցքում:
3, Դիզայնի նկատառումներ
Մասի ձևավորում. Դուք ցանկանում եք նախագծել մասը առաջին իսկ օրվանից՝ հաշվի առնելով ներարկման ձևավորումը: Երկրաչափության պարզեցումը և մասերի քանակը վաղաժամ նվազագույնի հասցնելը օգուտ կբերի:
Գործիքների ձևավորում. Համոզվեք, որ նախագծել եք կաղապարի գործիքը, որպեսզի արտադրության ընթացքում թերություններ չլինեն: Ներարկման ձևավորման 10 ընդհանուր թերությունների ցանկի և դրանց շտկման կամ կանխարգելման ուղիների համար կարդացեք այստեղ: Հաշվի առեք դարպասների տեղադրությունները և գործարկեք սիմուլյացիաներ՝ օգտագործելով moldflow ծրագրակազմ, ինչպիսին է Solidworks Plastics-ը:
4, Արտադրության նկատառումներ
Ցիկլային ժամանակ. նվազագույնի հասցրեք ցիկլի ժամանակը որքան հնարավոր է: Hot runner տեխնոլոգիայով մեքենաների օգտագործումը կօգնի, ինչպես նաև լավ մտածված գործիքավորումը: Փոքր փոփոխությունները կարող են մեծ փոփոխություն առաջացնել, և ձեր ցիկլի ժամանակից մի քանի վայրկյան կրճատելը կարող է մեծ խնայողություններ ունենալ, երբ դուք միլիոնավոր մասեր եք արտադրում:
Մոնտաժում. Նախագծեք ձեր մասը՝ հավաքումը նվազագույնի հասցնելու համար: Հարավարևելյան Ասիայում ներարկման համաձուլվածքների մեծ մասը ներարկման ձևավորման ընթացքում պարզ մասերի հավաքման արժեքն է:


Հրապարակման ժամանակը՝ նոյ-05-2020